EEA 盲孔式滾光刀具

產品特點
型號 : EEA
滾光是冷加工過程,在旋轉時,透過滾珠產生的壓力,達到表面的整修與拋光適用:電磁閥、汽壓缸、油壓缸、馬達軸承孔、導套與導柱孔等孔內、孔外之滾光
精度:表面粗度提高到Ra 0.4~0.1
尺寸:可精修內孔之精確尺寸,提高30%以上抗鏽蝕及抗磨耗之表面
每調節一格0.0025mm
盲孔式滾光刀具
盲孔式滾光刀具 EEA

※滾光刀皆是依加工需求客製化
購買前請提供以下數據
1. 加工孔徑/孔有效深度
2. 通孔/盲孔

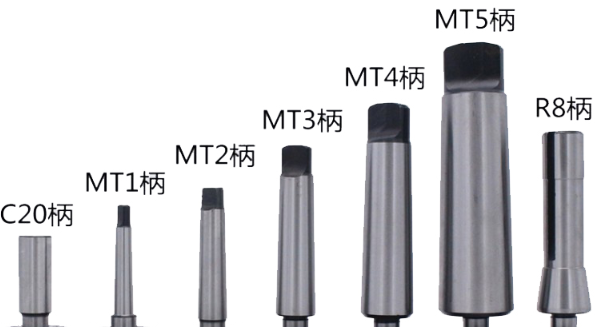
3. 錐柄(選莫氏MT1 /MT2 /MT3 /MT 4號大小)
4. 直柄 (10/12/16/18/20/25/32)
序號 | 盲孔尺寸規格 | 調節範圍 | 滾針直徑*長度 | 滾針粒數 | 可加工長 |
1 | 8~8.8 | -0.1 +0.2 | 3*15 | 3 | 50 |
2 | 8.9~11.8 | -0.1 +0.2 | 3*15 | 4 | 50 |
3 | 11.9~14.8 | -0.1 +0.25 | 4*15 | 4 | 60 |
4 | 14.9~21.8 | -0.1 +0.3 | 5*20 | 4 | 60 |
5 | 21.9~25.3 | -0.1 +0.3 | 5*20 | 6 | 60 |
6 | 25.4~31.8 | -0.1 +0.3 | 5*20 | 6 | 75 |
7 | 31.9~39.8 | -0.1 +0.3 | 5*20 | 8 | 75 |
8 | 39.9~47.8 | -0.1 +0.4 | 7*20 | 8 | 75 |
9 | 47.9~54.8 | -0.1 +0.4 | 7*20 | 8 | 150 |
10 | 54.9~69.8 | -0.1 +0.5 | 10*30 | 9 | 150 |
11 | 69.9~85.8 | -0.1 +0.5 | 10*30 | 10 | 150 |
12 | 85.9~119.8 | -0.1 +0.5 | 10*30 | 12 | 150 |
13 | 119.9~149.8 | -0.1 +0.5 | 10*30 | 14 | 150 |
14 | 149.9~179.8 | -0.1 +0.5 | 15*38 | 14 | 180 |
15 | 179.7~199.8 | -0.1 +0.7 | 15*38 | 16 | 180 |
滾光刀技術參數
工作直徑 | 4~5.9 | 6~8.9 | 9~11.9 | 12~14.9 | 15~39.9 | 40~62 | 63 |
加工於量 | 0.005~0.01 | 0.01~0.02 | 0.01~0.02 | 0.015~0.02 | 0.02~0.03 | 0.025~0.04 | 0.02~0.06 |
加工長度 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
鋁殼直徑 | 35.5 | 35.5 | 35.5 | 40 | 40 | 45/60 | 45/60 |
滾針粒數 | 4 | 4 | 4 | 4 | 4~8 | 6~10 | 8~14 |
滾光刀轉速 進給量
工件直徑 | 6.0~14.5 | 15~24 | 25~44 | 45~74 | 75~99 | 100~139 | 140~200 |
轉/分 | 1200~700 | 1000~600 | 600~500 | 500~300 | 200~80 | 150~50 | 100~40 |
mm/轉 | 0.1~0.4 | 0.2~0.6 | 0.3~1.0 | 0.5~1.5 | 0.6~1.8 | 1.2~3.0 | 1.2~3.0 |
工作時,應選用清潔的低粘度油性工作液,或低粘度潤滑油(鋼件採用機油和柴油,鋁件採用
機油和煤油的混合,比例為3:7;也可採用縫紉機油或變壓器油),並經常清洗滾壓頭。


優質:實現Ra0.05-0.1+-mu;m的鏡面加工,只需一次給進並能提高金屬表面硬度,提高耐磨性和零件的疲勞強度。
高效:加工時間僅是磨削加工的1/10-1/20
經濟:可裝夾在任何旋轉與給進設備上加工鏡面的光潔度
節能環保:低能耗,無切屑,無需處理工業垃圾
滾壓加工條件
1.滾壓工具只可對金屬材料進行加工,並且材料硬度在HRC40°以下
2.滾壓工具必須裝夾在旋轉給進設備上加工。如鑽床、車床、銑床、鏜床、加工中心等
3.工作時,應選用清潔的低粘度油性工作液,或低粘度潤滑油(鋼件採用機油和柴油,鋁件採用機油和煤油的混合,比例為3:7;也可採用縫紉機油或變壓器油),並經常清洗滾壓頭。
4.滾壓工具柄部形狀根據機床選擇:直柄,莫式錐柄,BT,CAT等。
工具直徑的調節方法
1、用千分尺測量工具直徑。
2、向柄方向推動有刻度調節套同時左右旋轉,便可調整工具直徑,左旋減少右旋加大,每刻度值為0.0025mm。
3、直徑調整好後,放開鋁殼便會自動鎖定該直徑。
4、加工盲孔、階梯孔時,底部約R0.5mm-1.0mm無法加工。滾針可輕輕碰到孔底。