JEYW 鎢鋼鑽頭

產品特點
型號 : JEYW
鎢鋼鑽頭 加工硬度 HRC60刃數兩刃
是否塗層;塗層
材質 台灣春寶【鎢鋼】
適合加工材料 【不銹鋼、鋼件、鋁、鐵、鑄鐵、鎂合金、鈦合金等】
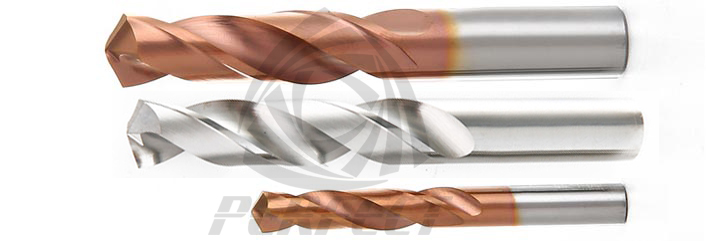
鎢鋼鑽頭
JEYW鎢鋼鑽頭
鎢鋼鑽頭塗層=鋼用 無塗=鋁用
材質 台灣春寶【鎢鋼】
適合加工材料 【不銹鋼、鋼件、鋁、鐵、鑄鐵、鎂合金、鈦合金等】
鎢鋼鑽頭注意事項:
整體合金鑽頭由於硬度高,也就造成了其脆性也大,我們一般不建議使用手電鑽(手用工具)來操作。手電鑽晃動大,手的穩定性差,鑽頭很容易扭斷。
| 規格 | 總長 | 刃長 |
| 2.0-3.5 | 38 | 20 |
| 3.6-4.5 | 45 | 25 |
| 4.6-5.5 | 50 | 28 |
| 5.6-6.0 | 53 | 28 |
| 6.1-7.0 | 55 | 30 |
| 7.1-8.5 | 60 | 33 |
| 8.6-9.5 | 65 | 35 |
| 9.6-10.5 | 70 | 40 |
| 10.6-13 | 75 | 42 |
| 13.5 | 80 | 45 |
| 14 | 80 | 45 |
| 14.5 | 80 | 45 |
| 15 | 80 | 45 |
| 15.5 | 80 | 45 |
| 16 | 80 | 45 |
| 16.5 | 80 | 45 |
| 17 | 80 | 45 |
| 17.5 | 80 | 45 |
| 18 | 90 | 50 |
| 18.5 | 90 | 50 |
| 19 | 90 | 50 |
| 19.5 | 90 | 50 |
| 20 | 90 | 50 |
鎢鋼鑽頭使用說明
為了得到較佳的切削表面及延長刀具壽命,請務必使用高精度高鋼性,動平衡好的刀具
使用刀具前請測刀具是否偏擺,刀具偏擺精度超過0.01MM時請改正後再切削。
刀具伸出夾頭的長度越短越好,刀具伸出量較長時請自動調整轉速,進給速度或切削量。
3.在切削中若產生異常的震動或聲音時,請調降主軸轉速與切削量刀正常為止。
4.鋼料冷卻以噴霧式或噴氣式為最佳適用方式,以使用鋁鈦發揮最佳效果。不銹鋼,鈦合金或耐熱合金建議使用水溶性切削 液。
5.切削方式受工件,機器,軟件的影響,以上數據僅供參考待切削情況穩定後再將進給速度提升。